Осуществление наладки станков с системой чпу. Начинаю освоение станка с нуля Пошаговая инструкция по эксплуатации со станком чпу
Вот мы плавно и добрались до третьей, заключительной руководства по созданию ЧПУ станка. Она будет насыщена полезной информацией о настройке электроники, программы управления станком, и калибровке станка.
Запаситесь терпением – букв будет много!
Программное обеспечение
Так как у нас не получится в полной мере проверить собранный контроллер без компьютера с настроенной программой управления станка, вот с неё и начнём. На этом этапе никакие инструменты не понадобятся, нужны лишь компьютер с LPT портом, руки и голова.Существует несколько программ для управления ЧПУ станком с возможностью загрузки управляющего кода, например, Kcam, Desk CNC, Mach, Turbo CNC (под DOS), и даже операционная система оптимизированная для работы с ЧПУ станком – Linux CNC.
Мой выбор пал на Mach и в статье я буду рассматривать только эту программу. Поясню свой выбор и опишу несколько достоинств этой программы.
Mach присутствует на рынке несколько лет и зарекомендовал себя, как очень достойное решение для управления ЧПУ станком.
- Большинство используют именно Mach 2/3 для управления своим домашним станком.
- По причине популярности, в сети Интернет довольно много информации о этой программе, возможных проблемах и рекомендации, как их исправить.
- Подробный мануал на русском языке
- Возможность установки на слабый. У меня Mach 3 установлен на Celeron 733 с 256Мб оперативки и при этом всё замечательно работает.
- И главное – полная совместимость с Windows XP, в отличие от, например Turbo CNC, которая заточена под DOS, хотя TurboCNC ещё менее требовательна к железу.
Думаю, этого более чем достаточно для того, чтобы остановили свой выбор на Mach_e, но никто не запрещает попробовать и другой софт. Возможно он вам больше подойдет. Следует упомянуть ещё факт наличия драйвера совместимости с Windows 7. Пробовал я эту штуковину, но получилось не совсем хорошо. Возможно по причине усталости системы – ей уже два года и заросла всяким ненужным мусором, а Mach рекомендуют устанавливать на свежую систему и использовать этот компьютер только для работы со станком. В общем вроде бы всё работает, но моторчики регулярно пропускают шаги, в то время как на компьютере с ХР та же версия Мача ведёт себя замечательно.

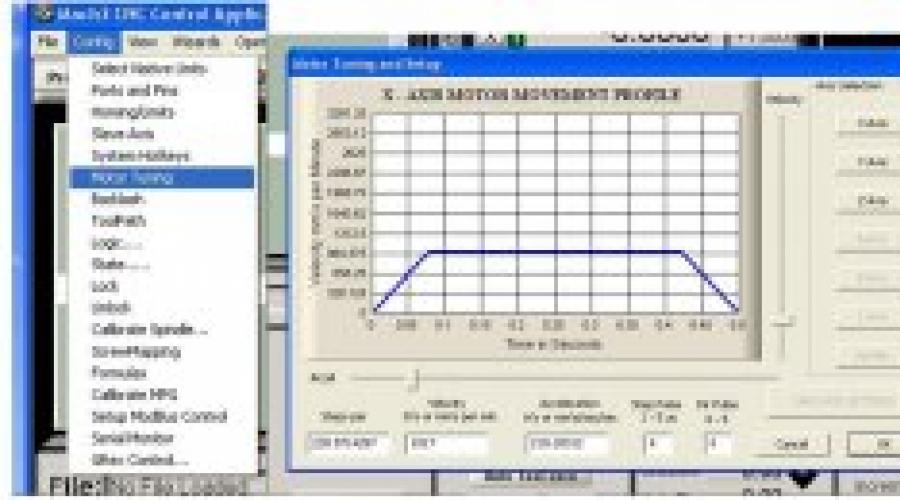
Рассмотрим только ось Х., а оставшиеся вы сами настроите по тому же принципу. Параметр Steps per указывает за сколько шагов ваш двигатель делает полный оборот. Стандартный ШД имеет шаг равный 1,8 градуса т.е. мы 360 гр (полный оборот) делим на 1,8 и получаем 200. Таким образом мы нашли, что двигатель в режиме ШАГ проворачивается на 360 гр за 200шагов. Это число и записываем в поле Steps per. Соответственно в режиме ПОЛУШАГ будет не 200, а в 2 раза больше – 400шагов. Что писать в поле Steps per, 200 или 400, зависит от того в каком режиме находится ваш контроллер. Позже, когда будем подключать к станку и калибровать, мы этот параметр изменим, но пока ставьте 200 либо 400.
Velocity – задаётся максимальная скорость передвижения портала. У меня для надежности стоит 1000, но при работе я уменьшаю или увеличиваю её прямо на ходу в главном окне Мача. А вообще, сюда рекомендуют вписывать число на 20-40% меньше от максимально возможной, которую способен выдать ваш двигатель без пропуска шагов.
Пункт Acceleration – ускорение. Значение, вписываемое в эту строку, как и скорость зависит от вашего двигателя и блока питания. Слишком маленькое ускорение значительно увеличит время обработки фигуры сложной формы и рельефа, слишком высокое увеличивает степень риска пропуска шагов при старте т.к. двигатель будет рвать с места. В общем этот параметр выставляется экспериментальным путем. Из своего опыта 200-250 оптимальное значение.
Step pulse и Dir pulse . От 1 до 5, но может быть и больше. В случае, если ваш контроллер не совсем хорошо собран и тогда стабильная работа возможна при большем временном интервале.
Забыл сказать, что скорее всего каждый раз при запуске Мача у вас будет мигать кнопка Reset. Жмакните по ней, иначе она ничего не позволит сделать.
Уфф. Ну теперь давайте попробуем загрузить управляющую программу, пример которой можете скачать в конце статьи. Нажимаем кнопку Load G-Code
либо идем в меню File/Load G-Code
кому как удобнее и появляется окно открытия управляющей программы.

УП представляет собой обычный текстовый файл, в котором в столбик записаны координаты. Как видно в списке поддерживаемых типов файлов есть формат txt, следовательно его можно открыть и отредактировать обычным блокнотом, как и файлы с расширением nc, ncc, tap. Подправить G-код можно и в самой программе, нажатием кнопки Edit G-Code .
Загружаем УП и видим, что в левом окне появился код, а в правом очертания фигуры, которую будем вырезать.

Для запуска обработки осталось лишь нажать зеленую кнопку Cycle Start , что мы и делаем. В окне координат побежали цифры, а по картинке поехал виртуальный шпиндель, значит процесс обработки успешно начался и наш виртуальный (пока) станок начал обрабатывать деталь.

Если вам по какой-то причине нужно приостановить работу станка – нажимаем Stop. Для продолжения снова нажать Cycle Start и обработка продолжится с того же места. Я так несколько раз прерывался во время дождя, когда нужно было отключить и накрыть станок.
Изменение скорости осуществляется кнопками «+» «-» в колонке Feed Rate , и изначально равно 100% от скорости, выставленной в Motor Tuning. Здесь же можно подстроить скорость передвижения портала под определёные условия обработки. Скорость регулируется в очень большом диапазоне от 10 до 300%.
Вот в принципе и всё о настройке Mach3, надеюсь, что ничего не забыл. Немного позже, когда будем калибровать и запускать станок я расскажу ещё о некоторых нужных настройках. А сейчас возьмите чай, кофе, сигарету (кому что по душе) и устройте себе минутку отдыха, чтобы с новыми силами и свежей головой приступить к настройке электроники станка.

Это желательно делать с установленным шпинделем т.к. вряд ли у вас в домашних условиях получится изготовить абсолютно ровное крепление шпинделя и также ровно прикрутить его к оси Z.
Допустим вы сейчас выровняете ось Z, а когда сделаете крепление и установите шпиндель, удивитесь как криво он там будет располагаться. Первое, что нужно сделать – закрепить в патроне сверло или фрезу. Теперь переводим портал в любое место нашего рабочего (координатного) стола и смотрим угольником есть ли у нас 90 градусов между столом и фрезой. В зависимости от конструкции крепления шпинделя и самой оси Z, корректируете положение фрезы, и добившись желаемого результата фиксируете шпиндель в таком положении.
Ну и ещё одна подстройка – проверка того может ли ваш станок нарисовать прямой угол, когда вы ему это прикажете сделать. Иначе у вас может получиться вот что.

Для себя я вывел два способа, как это можно проверить и подрегулировать, опишу их оба.
1 - Это самая универсальная фреза – обломанное и переточенное сверло 3 мм. За неимением других фрез, используется как для черновой, так и для чистовой обработки. Огромный плюс этой фрезы её дешевизна, из минусов: не получается правильно заточить, и очень ограниченный ресурс. Буквально пара небольших картинок, после чего она начинает жечь дерево. Из всего этого вытекает не очень хорошее качество выполненной работы с последующей обязательной доработкой наждачкой, причем шкурить придётся довольно много.
2 - Прямая двухзаходная фреза 3,175 и 2 мм. Применяется в общем-то для снятия чернового слоя небольших заготовок, но при необходимости можно использовать и как чистовую.
3 - Конические фрезы 3, 2, и 1,5 мм. Применение – чистовая обработка. Диаметр определяет качество и детализацию конечного результата. С фрезой 1,5 мм качество будет лучше, чем с 3 мм, но и время обработки заметно увеличится. Использование конических фрез при чистовой обработке, практически не требует после себя дополнительную обработку шкуркой.
4 - Конический гравер. Используется для гравировки, причем сплав из которого он сделан позволяет выполнять гравировку в том числе и на металле. Ещё одно применение – обработка очень мелких деталей, которые не позволяет выполнить коническая фреза.
5 - Прямой гравер. Используется для раскроя или вырезания. Например вам нужно вырезать…букву «А» из листа фанеры 5 мм. Устанавливаете прямой гравер в шпиндель и вот вам ЧПУ-лобзик . Я его использовал вместо прямой фрезы, когда она сломалась. Качество обработки вполне нормальное, но периодически наматывает на себя длинную стружку. Нужно быть начеку.
Все вышеперечисленные фрезы были с хвостовиком 3,175 мм, а сейчас тяжелая артиллерия.
6 - Прямая и коническая фрезы 8 мм. Применение то же, что и у фрез 3 мм, но для более масштабных работ. Время обработки значительно сокращается, но к сожаление они не подходят для небольших заготовок.
Всё это только малая часть из того количества фрез, которые можно применять в ЧПУ для выполнения различных задач. Начинающих не могу не предупредить о немалой стоимости хороших фрез. К примеру вышеописанные фрезы 8 мм из быстрорежущей стали стоят примерно по 700р. Фреза из твердосплава в 2 раза дороже. Так что игрушки с ЧПУ не получается поставить в ряд самых дешевых хобби.
Фотки
Выкладываю на ваш суд несколько фотографий того, что успел сделать за пару летних месяцев.Первый пробный блин. Фреза №1. Страшно да? А если и остальное будет такого же качества)))

Первая серьёзная проверка для станка. Размеры 17 на 25 см. Высота рельефа 10 мм, затраченное время - 4 часа.
Как и следующая работа, эта выполнена всё той же фрезой №1. Как видите результат вполне сносный.

А здесь фреза затупилась, и дерево начало подгорать.

Пробовал на что способен конический гравер.

Сестра попросила вырезать ей собачку. Черновая обработка – фреза №2 3 мм, чистовая фреза №3 3 мм. Рельеф 6 мм, время обработки около 1,5часа.

Таблички на дом. Рельеф 10 мм, но уже вогнутый т.к. это значительно сокращает время обработки. Обрабатывается не вся площадь, а только надпись. Время обработки около 2ч, фрезой №5 (прямой гравер).

Моя попытка сделать объёмную деревянную фотографию. Ошибся в сопряжении человека и дерева, но в целом, мне кажется неплохо получилось. Черновая обработка - прямой фрезой 3 мм, чистовая конической 2 мм. Рельеф 5 мм, а вот время обработки не помню.
Читательское голосование

Статью одобрили 89 читателей.
Для участия в голосовании зарегистрируйтесь и войдите на сайт с вашими логином и паролем.МИНИСТЕРСТВО ОБРАЗОВАНИЯ И НАУКИ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ АГЕНТСТВО ПО ОБРАЗОВАНИЮ
Санкт-Петербургский институт машиностроения (ЛМЗ-ВТУЗ)
А.М.Александров
НАЛАДКА И ЭКСПЛУАТАЦИЯ СТАНКОВ С ЧПУ
Учебное пособие
Рекомендовано Учебно-методическим объединением по образованию в области автоматизации машиностроения (УМО АМ) в качестве учебного пособия для студентов высших учебных заведений, обучающихся по направлениям: «Конструкторскотехнологическое обеспечение машиностроительных производств», «Автоматизированные технологии и производства» и по специальностям «Технология машиностроения», «Металлорежущие станки и комплексы», «Автоматизация технологических процессов и производств в машиностроении
Санкт-Петербург
УДК 621.9.06 – 52
А.М.Александров Наладка и эксплуатация с ЧПУ: Учебное пособие. – СПб.: Изд-во ПИМаш, 2009. - 124 с.
В учебном пособии рассмотрены вопросы наладки и эксплуатации станков с ЧПУ, включая управление станками в различных режимах, технологическую наладку и размерную настройку, а также автоматизацию контроля процесса обработки.
Пособие предназначено для студентов технологических специальностей, а также для специалистов в области эксплуатации станков с ЧПУ.
Ил.- 69, библ.- 35 назв.
Рецензенты: д.т.н., проф. В.В.Максаров (СЗТУ) к.т.н., доц. Р.Н.Битюков (ПИМаш)
© СанктПетербургский институт машиностроения 2009
ВВЕДЕНИЕ
Наладка станков с ЧПУ является завершающим этапом технологической подготовки автоматизированного производства, который подводит итог всей предыдущей работе по проектированию технологической операции и составлению управляющих программ.
Для успешной наладки и эффективной эксплуатации станка с ЧПУ от наладчика требуется высокая квалификация в различных областях техники. Наладчик должен в совершенстве знать конструкцию своего станка и уметь им управлять во всех режимах. Он должен хорошо ориентироваться в технологической оснастке - приспособлениях, режущих и вспомогательных инструментах. При внедрении новых программ наладчик, зачастую, оказывается в роли технолога-программиста, а в процессе повседневной эксплуатации станка выполняет функции специалиста по электронике и по механике.
Без преувеличения можно сказать, что в современном производстве наладчик станков с ЧПУ является одной из центральных фигур. Это специалист широкого профиля (желательно с высшим образованием), обладающий глубокими знаниями и практическими навыками по технологии машиностроения, программированию, электронике и вычислительной технике. В профессии наладчика не обойтись без таких качеств, как творческая активность и умение самостоятельно работать с технической литературой. Этого требует оригинальный характер решаемых задач, а также постоянное совершенствование станков с ЧПУ и различных вспомогательных устройств.
Особенно важна роль наладчика при эксплуатации ГПС, где кроме наладки самих станков необходимо обеспечить четкое взаимодействие всех производственных модулей, включая транспортно-загрузочные устройства и средства автоматического контроля.
Учебное пособие не претендует на полноту описания всего комплекса задач, связанных с наладкой автоматизированного оборудования. Изложение материала ограничено наладкой станков с ЧПУ, как отдельных технологических модулей. В разделах 1 и 2 рассмотрены вопросы технологической наладки и размерной настройки. В разделе 3 отражены особенности автоматизированного контроля процесса обработки.
1. НАЛАДКА СТАНКОВ С ЧПУ
1.1. Основные этапы наладки
Стандартами ЕСТД (ГОСТ 3.1109-82 и др.) установлено два термина: наладка и подналадка.
Наладка - подготовка технологического оборудования и технологической оснастки к выполнению технологической операции.
Подналадка - дополнительная регулировка технологического оборудования и (или) технологической оснастки при выполнении технологической операции для восстановления достигнутых при наладке значений параметров.
Применительно к станкам с ЧПУ наладка включает в себя подготовку приспособления и инструментов, выход рабочих органов станка в фиксированное положение, установку смещений нуля программы и коррекций на инструмент, пробную обработку первой детали, исправление погрешностей и недочетов в управляющей программе. Подналадка заключается, главным образом, в своевременном внесении коррекций на инструмент (в связи с размерным износом или заменой затупившегося инструмента). При этом подразумевается, что станок с ЧПУ находится в исправном состоянии и не требует "электронной" наладки, которую выполняют представители соответствующих инженерных служб или сервисных организаций.
В технологической наладке станка с ЧПУ можно выделить следующие основные этапы:
- выход в фиксированное положение;
- установка приспособления и инструментов;
- размерная настройка;
- ввод управляющей программы;
- пробная обработка;
- оценка программы и ее корректировка (для новой УП).
Наиболее ответственным этапом является размерная настройка, которая заключается в согласовании систем координат станка, программы и инструмента. Методика размерной настройки требует более детального изучения и подробно рассмотрена в разделе 2.
Для приближенной оценки затрат времени на наладку станков с ЧПУ можно использовать упрощенные формулы (табл. 1.1), которые устанавливают связь подготовительно-заключительного времени ТПЗ (мин) с числом инструментов в наладке К (шт) и длительностью автоматического цикла работы tЦ (мин). При наладке робото-технологических комплексов (РТК) или гибких производственных модулей (ГПМ) рекомендуется увеличивать нормативные значения ТПЗ на 5% .
Таблица 1.1 Формулы для расчета подготовительно-заключительного времени
на наладку станков с ЧПУ
Тип станка | Формула для расчета |
||
Токарные станки: | |||
черновая обработка | ТПЗ = 24 | ЗК +1,5+ tЦ |
|
чистовая обработка | ТПЗ = 36 | ЗК + 1,5+ tЦ |
|
Сверлильные станки | ТПЗ = 28 | 0,25 К + tЦ |
|
Расточные станки | Т ПЗ | 47+ К + tЦ |
|
Фрезерные станки | Т ПЗ | 36+ К + tЦ |
|

1.2. Выход в фиксированное положение
Среди базовых (характерных) точек станка с ЧПУ следует выделить фиксированное положение (ФП) и нуль станка* .
Фиксированное положение является реперной точкой измерительной системы и определяется специальными устройствами (путевые упоры, конечные выключатели, датчики положения и др.), которые жестко закреплены на направляющих станка. Как правило, датчики ФП устанавливают на пределе хода по каждой координате.
Нуль станка соответствует началу координатной системы станка. В конечном итоге все запрограммированные перемещения преобразуются к станочной системе и отрабатываются следящими приводами именно от нуля станка.
Для некоторых станков ФП и нуль станка совпадают, что является причиной смешивания этих понятий во многих руководствах. Однако, в общем случае ФП и нуль станка отличаются друг от друга и должны рассматриваться отдельно (рис. 1.1).
Рис.1.1. Примеры взаимного расположения нуля станка и ФП:
а - для токарного станка; б - для фрезерного станка
* В зависимости от конструкции станка к базовым точкам от-
носят также позицию смены инструмента, позицию смены столов-
спутников, контрольную позицию и др.
Например, для токарных станков (рис.1.1, а) нуль станка М совмещают с осью вращения шпинделя (ось Z), а ФП располагают на пределе хода по координате X. Для фрезерных станков (рис.1.1, б) может оказаться удобным принять нуль станка М в центральном положении стола, которое не совпадает с ФП по двум координатам X и Y. Связь между нулем станка
и ФП устанавливают в виде станочных параметров Х ФП , YФП , ZФП, значения которых записывают в энергозащищенную память станка. Регулировку
и закрепление датчиков ФП выполняют на заводе изготовителе. Дополнительная регулировка датчиков в процессе повседневной эксплуатации допускается лишь в случае крайней необходимости. Обычно ограничиваются изменением значений параметров Х ФП , YФП , ZФП , c помощью которых можно расположить нуль станка в любой точке рабочего пространства.
После включения станка и УЧПУ наладчик должен вывести рабочие органы в ФП по каждой координате. Это необходимо для привязки станочной системы координат к измерительной системе станка. Команду выхода в ФП задают в ручном режиме путем нажатия специальных кнопок на пульте управления. Обычно для каждой координаты предусмотрена своя кнопка выхода в ФП. В некоторых моделях УЧПУ для выхода в ФП нужно задать не только координату, но и направление движения ("+" или "-"). Применяется также и автоматический выбор последовательности и направления выхода в ФП. В этом случае на пульте предусмотрена только одна кнопка независимо от числа координат. Выход рабочих органов в ФП по каждой координате подтверждается световой индикацией или специальным сообщением на экране дисплея. В большинстве современных УЧПУ существует возможность выхода в ФП не только в ручном, но и в автоматическом режиме с помощью специальной G-команды.
Движение рабочих органов в ФП осуществляется, как правило, на быстром ходу с торможением при подходе к датчику точного останова. Кроме того, станок оснащают датчиками предупредительного и аварийного

останова. Один из вариантов конструктивной реализации этих остановов показан на рис. 1.2. На направляющих станка закреплена линейка 5 с пазами, а на подвижном органе - блок конечных выключателей 4. В пазах линейки установлены аварийные кулачки I и 7, предупредительные кулачки 2 и 6, а также кулачок точного останова 3.
Рис.1.2. Линейка с путевыми кулачками и блок конечных выключателей
Воздействие кулачка 3 на соответствующий конечный выключатель дает команду замедления скорости перемещения (подготовки к точному останову). Сам останов происходит от сигнала нулевой метки датчика обратной связи. Между двумя соседними сигналами нулевой метки имеется промежуток от 2 до 10 мм хода в зависимости от типа датчика. В связи с этим небезразлично, в какой момент по отношению к сигналу точного останова произойдет срабатывание конечного выключателя от кулачка 3 для замедления скорости движения.

На рис. 1.3. изображен график скорости движения V рабочего органа от его пути S, поясняющий различные условия останова в зависимости от интервала между командой на торможение и сигналом точного останова.
Рис.1.3. График изменения скорости движения рабочего органа при выходе в фиксированное положение
В начале движения на участке ОА происходит увеличение скорости до заданного значения V. Точный останов по сигналу датчика обратной связи должен быть осуществлен в точке В. Нормативные условия торможения и точного останова будут выполнены, если команда на замедление скорости произойдет в точке Б.
При преждевременной выдаче команды на торможение в точке Б1 рабочий орган будет долго двигаться на малой скорости и может остановиться в точке В1 вместо точки В (из-за неустойчивого и скачкообразного характера движения на малых скоростях).
При опоздании команды на замедление (в точке Б2 ), несмотря на резкое торможение, рабочий орган перебежит точку В и только после реверса движения в точке В2 достигнет заданной точки В. При этом из-за нечеткости срабатывания конечного выключателя реверс может и не произойти. Рабочий орган пойдет на медленной скорости дальше до следующего по счету сигнала нулевой метки.
Такая ситуация недопустима, поскольку расположение ФП (а значит и нуля) станка становится неопределенным. Рабочий орган останавливается то в одном, то в другом ФП, расстояние между которыми равно шагу между сигналами нулевой метки. Выйти из этой неопределенности следует за счет небольшого смещения кулачка точного останова вдоль паза линейки.
На границах рабочего хода рабочего органа предусмотрены аварийные остановы, предохраняющие гайки ходовых винтов от наезда на опоры, винтовые пары качения от рассыпания шариков, столы и суппорты от съезда с направляющих и др. Но срабатывание конечного выключателя от кулачков I или 7 (см. рис. 1.2) само по себе уже является аварийной ситуацией, поскольку на станке предусмотрено два вида предупредительных остановов: от кулачков 2 и 6 или путем ограничения рабочей зоны с помощью параметров настройки. В некоторых случаях приходится изменять положение предупредительных остановов, например, при замене патрона иди перемещении задней бабки для токарных станков. В то же время не следует изменять положение кулачка точного останова, особенно, если в станке проведена компенсация погрешности ходовых винтов.
1.3. Установка приспособления и инструментов
При установке приспособления и инструментов наладчик руководствуется следующим перечнем технологических документов:
- карта наладки (КН/П);
- операционная карта (ОК);
- карта эскизов (КЗ);
- карта кодирования информации (ККИ).
Основными документами здесь являются карта наладки и карты эскизов, которые иллюстрируют процесс наладки. Следует отметить, что стандартная форма КН/П (ГОСТ 3.1404-86) не вполне пригодна для современных станков с ЧПУ, наладка которых отличается повышенным уровнем
Mach3 — программа для управления ЧПУ станком, которая позволяет автоматизировать процессы обработки заготовок. Использование ЧПУ станков актуально для крупных предприятий и небольших мастерских. Разница заключается только в характеристиках и размерах станков, которые применяются в тех или иных ситуациях. Рассмотрим вопрос применения Mach3 на начальных этапах ее освоения.

- Современный фрезерный станок, оснащенный модулем ЧПУ, позволяет ему взаимодействовать с обычным персональным компьютером или ноутбуком;
- Установив на свой ПК драйвер Mach3, вы можете разрабатывать управляющие программы;
- После разработки программа загружается в память модуля с числовым программным управлением;
- Задача компьютера — настроить все необходимые параметры для работы ЧПУ;
- Помимо автоматизации процессов, через ПК можно вручную управлять перемещениями режущих инструментов станка, контролировать их передвижения относительно заготовки или рабочего стола;
- Работа Mach3 основана на следующей схеме: компьютер — мастер — фрезерное оборудование. Чтобы осуществлять подобное управление, вам потребуется соответствующая программа;
- Mach3 — это отличный пример современного программного обеспечения, за счет которого происходит управление, настройка станков;
- Mach3 рассчитана на работу со всеми операционными системами производства Майкрософт;
- Программа работает как обычное приложение «оконного» типа;
- Мак3 отличается широкими функциональными возможностями, интуитивно понятным интерфейсом;
- При этом новички, для которых настройка ЧПУ является чем-то совершенно новым, должны внимательно изучить руководство по эксплуатации. На адаптацию к работе с ЧПУ через специальную программу уходит минимум времени. Это обусловлено грамотно разработанным интерфейсом и понятным принципом управления.
Подготовка к работе с Mach3

Фото Mach3 — программы для управления ЧПУ станком
Числовое программное управление, то есть ЧПУ, является передовой разработкой в сфере построения станков. Программа упрощает управление, автоматизирует все процессы. Грамотная настройка ЧПУ с помощью программы через ПК позволяет минимизировать человеческий фактор, свести к нулю вероятность ошибок.
При этом важно понимать, что если настройка будет выполнена неправильно, вы можете сломать фрезы, неправильно обработать заготовку, вывести из строя модуль ЧПУ и остальные компоненты оборудования.
Чтобы избежать подобных ошибок и неприятных инцидентов, следует начать с грамотной подготовки к работе станков с ЧПУ.
- Выполните полное подключение станков. Вы должны убедиться, что станок подготовлен к работе, получает качественное питание от электросети. Для множества станков доступны специальные программы, позволяющие через ПК проверить состояние оборудование, исправность его отдельных узлов.
- Установите Mach3 на свой персональный компьютер или ноутбук. При этом убедитесь, что ваш ПК отвечает минимальным требованиям по системным характеристикам. Mach3 не является «тяжелой» программой, потому почти любой компьютер ее легко «потянет».
- Программа может потребовать русификации в некоторых случаях. Лицензионная версия выполнена на английском языке, но в сети широко доступны специальные русификаторы. Пиратские программы типа Mach3 использовать не рекомендуется, поскольку в подобном ПО могут быть серьезные ошибки, способные вывести из строя ваш станок даже при условии, что настройка была выполнена правильно. Лицензия стоит около 12 тысяч рублей.
- Постарайтесь оптимизировать работу операционной системы, отключив всевозможные всплывающие окна, неиспользуемые программы. Вам ничего не должно мешать в процессе работы со станком.
- Не запускайте параллельно с работой Mach3 сторонние программы. Особенно это касается компьютерных игр, просмотра фильмов и другого контента, который требует внушительных ресурсов от ПК. В противном случае настройка может оказаться некорректной, от чего пострадает качество обработки и сам станок.
- Если параллельно вы хотите составлять управляющие программы для станка с ЧПУ, либо использовать компьютер не только для работы с Мак3, тогда разделите жесткий диск на подразделы. Для ПО под станок с ЧПУ установите отдельную операционную систему. Логический подраздел жесткого диска должен полностью быть выделен под управление станком. Это позволит не занимать весь ПК вопросами управления ЧПУ. Данную операционную систему используйте конкретно под настройки оборудования, не загружайте туда посторонний софт, минимизируйте набор программ.
Работа с программой
Когда этапы подготовки позади, вам потребуется приступать к непосредственной настройке программы Мак3.
- Внимательно изучите все кнопки, которые доступны в меню Mack3. Многие пугаются их огромного количества. Но наличие русифицированной версии позволит быстро во всем разобраться.
- В зависимости от типа станка, вам необходимо открыть соответствующие вкладки. Для фрезерного оборудования потребуются вкладки параметров электродвигателей, скорости деталей, параметры портов, шпинделя и пр.
- Купив лицензионную версию программного обеспечения, вы найдете все описания параметров настройки в руководстве для пользователей. Либо ее можно отыскать на просторах всемирной паутины.
- Если вы условно правильно выполнили настройки работы станка через программу Мак3, при командах, подаваемых с клавиатуры, электромоторы оборудования начнут вращаться, перемещаться. Важно, чтобы портал перемещался без рывков, аккуратно и свободно. Это говорит о том, что настройка произведена верно.
- Выполните прогон. Так называют пробное ручное перемещение инструментов. Соответствующая кнопка для прогона есть в программе Мак3.
- Прогон определяется соответствующей иконкой, позволяющей включать и выключать данный пробный режим.
- Обратите внимание на джог-шарик. При прогоне он должен подсвечиваться. Он служит для управления инструментами станка с помощью мышки. Чем ближе будет курсор от джога при щелчках, тем выше окажется скорость вращения электромоторов. Помимо мышки, для активации инструмента можно применить клавиши на клавиатуре.
- Управление движениями инструментов бывает пошаговым и непрерывным. В случае с непрерывным, инструмент станка перемещается постоянно, пока вы зажимаете соответствующую клавишу или кнопку мышки. Пошаговый режим предполагает, что после нажатия кнопки портал переместится на строго заданное расстояние. Величину шага вы можете задавать самостоятельно.
Mach3 предлагается покупателям с подробной инструкцией по эксплуатации. Опираясь на официальное руководство, вы сможете адаптировать программу под тот или иной станок. Действуйте строго согласно заводским инструкциям. Только они дают возможность выполнить грамотную установку параметров работы оборудования с ЧПУ. Если настройка окажется верной, составленная программа управления позволит автоматизировать станок, адаптировать его под выполнение тех или иных операций с заготовками.
ЧПУ - числовое программное управление, позволяющее станку выполнять обработку изделий в автоматическом режиме, заданном специальной программой, заложенной в цифровом коде. Первые токарные и фрезерные станки с числовым программным управлением появились в нашей стране еще в советскую эпоху. По качеству автоматизации, это были довольно примитивные устройства, чего не скажешь о самой конструкции технических объектов, оснащенных ЧПУ.
С развалом СССР, за время становления рыночной экономики, очень многие разработки отечественных инженеров, были незаслуженно забыты, и в их числе станкостроение с ЧПУ. В 90-х годах прекратилось развитие данной сферы, и, по мнению большинства аналитиков, не восстановлено вплоть, до нынешних времен. Это значит, что отечественное производство не выпускает конкурентоспособных станков с ЧПУ, а приобретение западного оборудования многим предприятиям не по средствам.
Между тем, общеизвестен факт, что развитие числового программного управления напрямую связано с продвижением и процветанием промышленности. Ситуация складывается таким образом, что, наследие советской эпохи износилось и устарело, а представители нового поколения не всем доступны по цене. Установка системы ЧПУ на станок - это одно из направлений модернизации оборудования, предлагаемое в Коломне нашим предприятием, ООО КБ-МПО, основанном на базе Коломенского Завода Тяжёлого Станкостроения (см. " ").
Установка системы ЧПУ на станок предполагает оснащение обычного металлорежущего станка современным числовым программным управлением. Стандартная комплектация данного вида оборудования предусматривает стойку управления и шаговые двигатели с приводами. Стойка управления представляет собой компьютерный блок с программным обеспечением CNC. По желанию клиента, станки могут оснащаться двух- или трехкоординатными системами.
Установка ЧПУ с двухкоординатной системой применяется для станков, рассчитанных на автоматическую обработку деталей вращения. Трехкоординатные системы ЧПУ позволяют получать сложные несимметричные изделия, выполняя, в том числе и фрезеровальные операции, как на цилиндрической, так и на произвольной поверхности.
ПРОВЕРЕНО НА
ПРАКТИКЕ.
КАК НАСТРОИТЬ МАСШТАБ НА СТАНКЕ
Как добиться того чтобы рисунок на мониторе и его размеры соответствовали размерам которые сделает станок ЧПУ? Почему рисунок "вылазит" за край стола или получается слишком мелким?
Довольно часто приходиться видеть как начинающие и не очень ЧПУшники пытаются высчитать масштабы изделия на стадии разработки станка. Пересчитывают градусы поворота мотора, шаг ШВП, длину пробега и еще массу параметров. Между тем существует простой метод добиться истинного масштаба на станке без таких трудоемких процедур. Этой статьей попытаюсь помочь всем энтузиастам ЧПУ станков.
Исходим из того,что Вы уже определились какая мощность моторов устраивает Вас.
Итак устанавливаете имеющиеся моторы на ось станка
Устанавливаете любое ШВП которое Вы смогли купить или достать.
Если нет ШВП то устанавливаете любой винте "трапеция"
Шаг резьбы винта и угол поворота мотора не имеют значения!
Итак Ваш станок готов, подключен к компьютеру, программа ЧПУ запущена (в нашем случае это МАСН-3)
Рис1 окно настройки двигателей оси
Откройте программу "Блокнот" путь-(Пуск-все программы-стандартные-блокнот)
Наберите в нем программу
G0 X50
G0 Z5
Сохраните программу под любым именем с расширением " txt"
Сохраняйте на "Рабочий стол" для быстрого поиска
Загрузите программу в МАСН-3 (Файл-Открыть Gкоды ).
Поставьте фрезу
Коснитесь ей заготовки с небольшим заглублением
Обнулите все координаты
Запустите написанную вами программу.
Станок начертит отрезок длинной 50мм
Замерьте полученный размер отрезка и поделите полученное число на число в окне программы МАСН-3 по пути -> «Шаг\единицы» в окне по адресу «Конфигурации» далее «Настройка двигателей»
(Первое слева снизу окно подписано " Steps per ")
В окошке уже стоит некое число, например 2000 - это число шагов на 1мм перемещения станка
Разделите это число на 50 (длинна вашего отрезка) и полученное число внесите в это же окно
Отфрезеруйте отрезок еще раз отрезок и проверьте результат, при необходимости повторить настройки.
Пример
Выполнили файл «отрезок» длинна которого задана 50 мм.
Загрузили в МАСН-3
Запустили станок.
Получили на станке размер отрезка равным 55 мм.
Нужно привести его к 50 см (так как мы его задали изначально)
2000\55=36,36
36,36х50=1818
Где 2000-имеющееся число в графе «Шаг\единицы» .
55 - полученный результат на станке (в мм).
36,36 = 1 шагу станка (1мм)
1818 = 50 шагам станка (50мм)
1818 - Это число вписываем в место 2000 в таблицу
Точная подгонка
Начертили на станке файл «отрезок» после корректировок проведенных выше.
Получили:
55,5мм
Делаем
1818 \ 50,5 = 39,60
39,60 х 50 = 1980-Вписываем это число в таблицу
Вот и все Успехов!